

 English
English français
français русский
русский español
españolيبحث
ما الذي تبحث عنه?
يبحث

الرحلة من لفائف الفولاذ الخام إلى منشأة مكتملة بالكامل "برج شبكي ذاتي الدعم هي سيمفونية من التصنيع الثقيل والهندسة الدقيقة ومراقبة الجودة الدقيقة. البرج الشبكي ذاتي الدعم هو هيكل شبكي فضائي يُجمع من مئات أو حتى آلاف الزوايا وألواح الوصل باستخدام البراغي. أي انحراف في ثقب اتصال واحد قد يجعل التركيب في الموقع مستحيلاً. ولهذا تُحكم عملية التصنيع بمعايير صارمة—عادةً GB/T 2694 لأبراج نقل الطاقة أو ANSI/TIA-222-H لهياكل الاتصالات—ولذلك تخضع كل خطوة، من المواد المسطحة حتى التغليف النهائي، للتحقق المنهجي من الجودة.

يرشد هذا الدليل عبر تدفق التصنيع الكامل، مع تسليط الضوء على نقاط مراقبة الجودة الحرجة التي تضمن وصول كل برج إلى الموقع جاهزاً للتركيب السلس والفعال.
تبدأ دورة التصنيع بـ استلام المواد الخام وفحصها. يتم تسليم ملفات فولاذ منخفض الكربون عالي الجودة أو مقاطع فولاذ زاوية إلى المصنع. عند الوصول، تخضع المواد لفحص بصري للكشف عن العيوب السطحية، يليه أخذ عينات للاختبارات الفيزيائية والكيميائية للتحقق من الخصائص الميكانيكية والتركيب الكيميائي وفقاً للمعايير الوطنية. بالنسبة لأبراج الطاقة والاتصالات، تُستخدم مواد مثل Q235B وQ345B أو Q355B (فولاذ عالي القوة منخفض السبائك)، ويتم اختيارها لقوتها ومتانتها وقابليتها للحام.
بالنسبة لمقاطع الفولاذ الزاوي المنتجة من اللفائف، يتم فك الفولاذ وتسويته وتقطيعه إلى شرائح ضيقة، ثم يُغذى عبر سلسلة من البكرات في عملية التشكيل البارد لتشكيلها إلى مقاطع زاوية قياسية على شكل حرف L. هذا التشغيل البارد يزيد من القوة من خلال التقسية بالتشوه.
يلي ذلك القطع. يتم قطع الزوايا الطويلة إلى أطوال محددة وفق رسومات تصميم البرج باستخدام القطع بالمنشار أو القص بالنسبة للألواح الفولاذية المستخدمة في ألواح التقوية ونقاط الوصل، يتم القطع باستخدام آلات البلازما أو اللهب أو الليزر حسب السُمك.
· شهادة المواد: يجب أن تؤكد تقارير اختبار المصنع التركيب الكيميائي والخصائص الميكانيكية
· الدقة البُعدية: يجب أن تتطابق أطوال القطع مع مواصفات التصميم؛ أي خطأ هنا يتفاقم في المراحل اللاحقة
· جودة الحواف: نهايات خالية من الزوائد وبزاويا قائمة تضمن ملاءمة صحيحة أثناء التجميع
· تتبع المواد: يتم وسم كل دفعة وتتبعها عبر كامل عملية الإنتاج

يُعد صنع الثقوب ربما أهم خطوة في تصنيع الأبراج. يعتمد المفهوم الكامل للوصلات المثبتة بالبراغي في البرج الشبكي على دقة مواقع الثقوب ضمن سماحات ضيقة. هناك طريقتان رئيسيتان:
اللكم باستخدام CNC: بالنسبة لمعظم مقاطع الفولاذ الزاوي ذات الحجم القياسي، يستخدم المصنعون CNC angle production lines لعمل الثقوب. هذه المعدات الآلية تدمج التغذية والنقل واللكم والقص، وتعتمد مباشرة على البيانات الناتجة من برامج التخطيط الهندسي، مما يلغي القياس اليدوي والتحديد بالكامل. تضمن تقنية CNC تطابق جميع المكونات وإزالة أخطاء التجميع وضمان السلامة الهيكلية.
الحفر باستخدام CNC: بالنسبة للمقاطع الأكثر سماكة (عادةً التي يتجاوز سمك ساقها 14 مم) أو عندما تكون جودة جدار الثقب أعلى مطلوبة، يُفضل الحفر. لا ينتج الحفر تأثير تمزق صادمي على المعدن الأساسي، مما يؤدي إلى سطح أكثر نعومة لجدران الثقوب.
بالنسبة لألواح الوصل (ألواح التقوية)، يتم إنتاج الثقوب باستخدام مكابس هيدروليكية متعددة المحطات قادرة على اللكم والحفر وحتى التعليم في إعداد واحد.
· دقة موضع الثقوب: أنظمة CNC تحافظ على دقة تموضع الثقوب التي لا يمكن للعمليات اليدوية تحقيقها
· قطر الثقب واستدارته: تتم مراقبته أثناء الإنتاج بواسطة موظفي فحص الجودة
· إزالة الزوائد: تُزال حواف الثقوب لمنع تركيزات الإجهاد وضمان إدخال سلس للبراغي
· فحص أول قطعة بنسبة 100%: يتم قياس أول قطعة من كل دفعة إنتاج بالكامل قبل الانتقال إلى الإنتاج الكمي

تتطلب بعض المكونات—مثل عناصر التدعيم والوصلات المنحنية ومقاطع الأذرع العرضية—الثني بما يتجاوز مقاطع الزاوية القياسية. الثني البارد يُستخدم بشكل أساسي، حيث يتم تشكيل الفولاذ في درجة حرارة الغرفة باستخدام مكابس هيدروليكية أو آلات الثني الدوراني. هذه الطريقة فعالة وتحافظ على خصائص المادة.
بالنسبة للمقاطع السميكة جداً أو أنصاف الأقطار الضيقة، قد يتم استخدام الثني الساخن (تسخين الفولاذ إلى درجة حرارة معينة لجعله أكثر قابلية للتشكيل)، رغم أنه أقل شيوعاً في المقاطع القياسية.
تشمل عمليات التشكيل الإضافية:
· تعديل الزوايا: إزالة المواد لإنشاء فراغات للتوصيل
· فتح/إغلاق الزوايا: تعديل الزاوية بين الأرجل
· التسطيح: ضغط نهاية العنصر لتناسب الوصل
· تنظيف الجذر: إزالة مادة جذر اللحام لإعداد الوصلة بشكل صحيح
· تسوية الجانب الخلفي: تشغيل الجانب الخلفي لأرجل الزوايا للحصول على وصلات مستوية
· نصف قطر الانحناء والزوايا: يتم التحقق منها وفق مواصفات التصميم
· سلامة السطح: عدم وجود تشققات أو ترقق مفرط في مناطق الانحناء
· الاستقرار الأبعادي: يجب أن تحافظ المكونات المشكلة على شكلها أثناء عمليات المناولة اللاحقة

بينما يستخدم الهيكل الرئيسي للبرج وصلاتٍ مسمّرة للتجميع في الموقع، فإن التجميعات الفرعية الأصغر—مثل صفائح التوصيل، والنهايات القصيرة، ودعامات السلالم، ومنصات المعدات—يتم لحامها في المصنع.
يستخدم اللحامون المهرة عمليات تشمل SMAW (Shielded Metal Arc Welding) أو الأكثر كفاءة FCAW (Flux-Cored Arc Welding). يتم تنفيذ جميع أعمال اللحام وفقًا لمواصفات مؤهلة Welding Procedure Specifications (WPS)، مع اعتماد اللحامين وفق الإجراءات المحددة التي ينفذونها.
بالنسبة للّحامات الحاملة للأحمال الحرجة، 100% non-destructive testing (NDT) يتم تطبيق الاختبار غير الإتلافي بنسبة 100% (NDT). بالنسبة للأبراج التي ستخضع للجلفنة بالغمس الساخن، فإن جودة اللحام مهمة بشكل خاص لأن الجلفنة لا تخفي العيوب—بل يمكن أن تكشف عن المسامية أو شوائب الخبث من خلال تسرب الزنك.
· الفحص البصري: يتم فحص مظهر اللحام وشكله وعمق النقص بواسطة موظفين مخوّلين
· طرق الاختبار غير الإتلافي:
الاختبار بالموجات فوق الصوتية (UT): يفحص العيوب الداخلية مثل عدم الاندماج والتشققات وشوائب الخبث
اختبار الجسيمات المغناطيسية (MT): يكشف التشققات السطحية وتحت السطحية
اختبار الاختراق (PT): للمواد غير الحديدية المغناطيسية أو كبديل لعيوب السطح
· متطلب نقطة التوقف: يجب إجراء جميع عمليات فحص واختبار اللحامات بعد 48 ساعة على الأقل من اكتمال اللحام
· تتبع الجودة: يتم أرشفة جميع سجلات الفحص في نظام تتبع الجودة
بعد التصنيع، يخضع كل مكوّن إلى hot-dip galvanizing (HDG). توفر هذه العملية رابطة معدنية بين الزنك والصلب، مما يمنح حماية متفوقة وطويلة الأمد ضد التآكل. يتبع تسلسل الجلفنة عمليةً خاضعةً للتحكم الصارم:
إزالة الشحوم/التنظيف القلوي:إزالة الملوثات العضوية مثل الزيت والشحوم والأوساخ
التخليل (حمام حمضي): الغمر في حمض الهيدروكلوريك أو الكبريتيك المخفف لإزالة القشور المتكونة والصدأ، مما يكشف فولاذًا نظيفًا تمامًا
التدفق (Fluxing): تُغمس المكونات في محلول كلوريد الزنك والأمونيوم لمنع الأكسدة قبل الجلفنة
الجلفنة: الغمر في حمام من الزنك المصهور عند حوالي 450°م (840°F)
التبريد/الإخماد: تبريد مُتحكَّم به لإيقاف التفاعل وتصلب الطلاء
· الفحص قبل الجلفنة:يجب أن يكون إعداد السطح كاملاً ومتجانسًا قبل الغمر
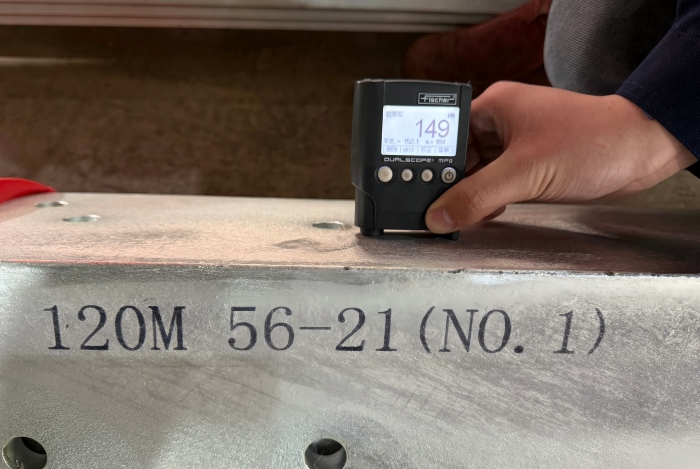
· سماكة الطلاء: يتم قياسها باستخدام مقاييس مغناطيسية أو كهرومغناطيسية؛ الحد الأدنى للسماكة وفقًا لـ ASTM A123 أو GB/T 13912 (عادةً 85 ميكرومتر للفولاذ الإنشائي، مع سماكة معززة للبيئات القاسية)
· مظهر الطلاء:يجب أن يكون متواصلًا، أملس نسبيًا، وخاليًا من بقع التدفق والمناطق غير المطلية والفقاعات وشوائب الخبث الكبيرة
· اختبار الالتصاق: تتحقق اختبارات المطرقة أو القطع المتقاطع من قوة ارتباط الطلاء
· اختبار التجانس: اختبارات الغمس بكبريتات النحاس (اختبار Preece) تفحص وجود مناطق غير مطلية
· الرفض وإعادة العمل: أي مكونات تفشل في الفحص يتم تعليمها وعزلها وإعادتها لإعادة الجلفنة
التجميع التجريبي هو خطوة تحقق جودة لا يمكن استبدالها في تصنيع الأبراج ونقطة التفتيش الفنية النهائية قبل التسليم. يتم عادةً إجراؤه على منصة تجميع مخصصة، مُستوية بدقة لمحاكاة مستوى مرجع التركيب الفعلي.
يتبع العمال رسومات التركيب وقوائم البراغي بدقة، باستخدام براغي وغسالات مماثلة لتلك المستخدمة في الموقع، لتجميع الأعضاء الرئيسية والقطرية والأفقية والأعضاء الثانوية قطعةً قطعة. لكل دفعة إنتاج، يتم اختيار مقاطع برج تمثيلية أو رؤوس أبراج كاملة وعُقد الجسم للتجميع المسبق في المصنع.
أثناء التجميع التجريبي، يركز مهندسو الجودة على:
· الانحرافات الهندسية الكلية: عرض جسم البرج، فروق الأقطار، فروق مستوى الأذرع العرضية
· ملاءمة وصلات التوصيل: التحقق من أن تنظيف الجذور، والحك الخلفي، والثني الساخن تفي بالمعايير
· معدل مرور 100% للبراغي: يُحظر تمامًا التوسيع أو الإدخال القسري؛ يجب أن يقبل كل ثقب برغي برغيه دون قوة
· توافق الملحقات: السلالم والمنصات ودعامات الكابلات وحوامل الهوائيات يتم التحقق من توافقها مع التوصيل
بعد التجميع، يتم استخدام أجهزة قياس المسافة بالليزر، وأجهزة الثيودوليت، وأدوات القياس المتخصصة تُستخدم للقياسات الشاملة. يتم تسجيل كل نقطة بيانات، كما تُؤخذ سجلات فوتوغرافية. إذا تم العثور على أي انحراف، يقوم الفريق فورًا بتتبع العملية المسؤولة وتنفيذ إجراءات تصحيحية حتى يتم استيفاء جميع متطلبات التفاوت التصميمي بالكامل.
بمجرد اجتياز التجميع التجريبي، يتم ترقيم المكونات وفقًا لتسلسل التركيب, يتم تفكيكها وتجهيزها للتسليم. هذه الخطوة تلغي بشكل أساسي حالات عدم اليقين في التركيب بالموقع. وبشكل خاص في مشاريع التصدير، فإن تحديد المشكلات وحلها محليًا يضمن وصول الأبراج إلى الموقع جاهزة للتركيب بسلاسة وكفاءة.

بعد نجاح التجميع التجريبي والتفكيك، يتم تعبئة المكونات للشحن. يجب أن تحمي استراتيجية التعبئة طبقة الجلفنة بالغمر الساخن من التلف أثناء النقل مع تعظيم الاستفادة من الحاويات.

بالنسبة لأبراج الفولاذ الزاوي، يتيح الطابع المعياري للتصميم كفاءة تعبئة استثنائية. وعلى عكس أقسام الأبراج الأحادية الملحومة التي تشغل أشكالًا ثابتة وضخمة، فإن مكونات الفولاذ الزاوي تتداخل مع بعضها بكثافة عالية. تشمل طرق التعبئة النموذجية:
التغليف البلاستيكي: لحماية من التآكل أثناء الشحن البحري
هياكل أو صناديق فولاذية: لحماية هيكلية للمكونات الثقيلة
إطارات حاويات مخصصة: مصممة بدقة لحاويات 20 قدم أو 40 قدم، مع عوارض حاملة ونقاط تعليق مطابقة لأبعاد داخل الحاوية
يتم تعبئة المكونات مع تعليمات التجميع وجميع الأدوات اللازمة—مسامير التثبيت، الصواميل، الغسالات—مضمنة. بالنسبة للشحنات الدولية، يتم إعداد قوائم تعبئة مفصلة ووثائق جمركية.
عدّ المكونات وتحديدها: يتم التحقق من جميع الأجزاء مقابل قوائم التعبئة
حماية الطلاء: تُحمى الأسطح المجلفنة من التآكل أثناء النقل
الوسم: تحديد واضح لكل مكون بما يتوافق مع رسومات التركيب
تحسين تحميل الحاويات: تعظيم استخدام الوزن والحجم مع ضمان الاستقرار أثناء النقل

إن تصنيع برج شبكي ذاتي الدعم هو عملية منهجية لا يتم فيها فحص الجودة في النهاية فقط—بل يتم بناؤها في كل خطوة. من اعتماد المواد الأولي إلى التجميع التجريبي النهائي، تخضع كل عملية لإجراءات مؤهلة، وينفذها أفراد مهرة، ويتم التحقق منها من خلال فحص صارم. ويُعد التجميع التجريبي، على وجه الخصوص، الدليل النهائي على دقة التصنيع: إذا كان البرج يتطابق في المصنع، فسيتطابق في الموقع.
بالنسبة لمالكي المشاريع ومشغلي الشبكات، فإن فهم تدفق التصنيع هذا يوفر الثقة بأن البرج الذي يصل إلى الموقع ليس مجرد مجموعة من قطع الفولاذ، بل هو هيكل هندسي دقيق تم إثباته—برغيًا برغيًا—أنه يتجمع بشكل صحيح، ويقف بشكل موثوق، ويؤدي مهمته لعقود.
قبل أن تقدم طلب برجك التالي، إليك الأسئلة التي تميز المصنعين المحترفين عن غيرهم:
· “هل تقومون بإجراء التجميع التجريبي على كل دفعة—وهل يمكنني مشاهدته؟”
· “ما هي سماحية تصنيع ثقوب CNC لديك—وما المعيار الذي تتبعونه؟”
· “ما هي مواصفة سماكة الجلفنة لديك—وكيف تقومون باختبارها؟”
· “ما هي طرق NDT التي تستخدمونها على اللحامات الحرجة—وما معدل الفحص لديكم؟”
· “هل يمكنك تقديم ملف جودة كامل—شهادات المصنع، تقارير الفحص غير الإتلافي (NDT)، تقارير اختبار الجلفنة، وسجلات التجميع التجريبي؟”
هل أنت مستعد لمناقشة مشروع البرج التالي؟ تواصل مع فريق الهندسة لدينا اليوم للحصول على تصميم مخصص، وتصنيع، وتخطيط ضمان الجودة.








 شبكة IPv6 مدعومة
شبكة IPv6 مدعومة